













 – посадка і догляд за квіткою")














")





Обпилюванням називається операція по обробці металів та інших матеріалів зняттям невеликого шару напилками вручну або на обпилювальних верстатах.
За допомогою напилка слюсар надає деталям необхідну форму і розміри, виробляє пригонку деталей один до одного, підготовляє кромки деталей під зварювання і виконує інші роботи.
За допомогою напилків обробляють площині, криволінійні поверхні, пази, канавки, отвори будь – якої форми, поверхні, розташовані під різними кутами, і. Т. П. Припуски на обпилювання залишаються невеликими-від 0,5 до 0,025 мм. Точність обробки опиливанием від 0,2 до 0,05 мм, в окремих випадках до 0,001 мм
Ручна обробка напилком в даний час в значній мірі замінено опиливанием на спеціальних верстатах, але повністю ручне обпилювання ці верстати витіснити не можуть, так як пригоночные роботи при зборці і монтажі обладнання часто доводиться виконувати вручну.
Напилок (рис . 134) являє собою сталевий брусок певного профілю і довжини, на поверхні якого є насічки (нарізки), що утворюють западини і острозаточенние зубці (зуби), що мають в перетині форму клина. Напилки виготовляють зі сталі у13 або у13а (допускається легована хромистая сталь шх15 або 13х), після насікання піддають термічній обробці.
Напилки поділяють: по крупності насічки, за формою насічки, по довжині і формі бруска, за призначенням.
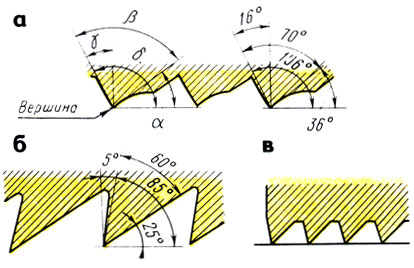
Види і основні елементи насічок. Насічки на поверхні напилка утворюють зуби, які знімають стружку з оброблюваного матеріалу. Зуби напилків отримують на пілонасекательних верстатах за допомогою спеціального зубила, на фрезерних верстатах – фрезами, на шліфувальних верстатах – спеціальними шліфувальними колами, а також шляхом накочування, протягування на протяжних верстатах – протяжками і на зубонарізних верстатах. Кожним із зазначених способів насікається свій профіль зуба. Однак незалежно від способу отримання насічки кожен зуб має задній кут а, кут загострення р, передній кут у і кут різання 5 (рис. 135).
У напилків з насіченими зубами (рис. 135, а) з негативним переднім кутом (γ від -12 до -15°) і порівняно великим заднім кутом (α від 35 до 40°) забезпечується достатній простір для розміщення стружки. Отриманий при цьому кут загострення β = 62 (до 67°) забезпечує міцність зуба.

Напилки з фрезерованими або шліфованими зубами (рис. 135, б) мають позитивний передній кут γ = 2 (до 10°). У них кут різання менше 90° і, значить, менше зусилля різання. Велика вартість фрезерування і шліфування обмежує застосування цих напилків.
Для напилків з зубами, отриманими протягуванням (рис. 135, в), γ = – 5°, β = 55°, α = 40°, δ = 95°.
Простягнутий зуб має западину з плоским дном. Ці зуби краще врізаються в оброблюваний метал, що значно підвищує продуктивність праці. Крім того, напилки з такими зубами більш стійки, так як зуби не забиваються стружкою.
Чим менше насічок на 1 см довжини напилка, тим більше зуб. Розрізняють напилки з одинарною, тобто простий насічкою (рис. 136, а), з подвійною, або перехресної (рис. 136, б), точкової, тобто з рашпильной (рис. 136, в), і дугової (рис. 136, г).

Напилки з одинарною насічкою можуть знімати широку стружку, рівну довжині всієї насічки. Їх застосовують при обпилюванні м’яких металів (латуні, цинку, бабіту, свинцю, алюмінію, бронзи, міді і т.п.) з незначним опором різанню, а також неметалевих матеріалів. Крім того, ці напилки використовують для заточування пилг ножів, а також для обробки дерева і пробки. Одинарна насічка наноситься під кутом λ = 25° до осі напилка.
Напилки з подвійною (тобто перехресної) насічкою застосовують для обпилювання сталі, чавуну та інших твердих матеріалів з великим опором різанню. У напилках з подвійною насічкою спочатку насікається нижня-глибока насічка, звана основний, а поверх неї – верхня, неглибока насічка, називається допоміжної; вона розрубує основну насічку на велику кількість окремих зубів.
Перехресна насічка більше подрібнює стружку, що полегшує роботу. Основна насічка виконується під кутом λ = 25°, а допоміжна – під кутом ω = 45°.
Відстань між сусідніми зубами насічки називається кроком s. Крок основної насічки більше кроку допоміжної. В результаті зуби розташовуються один за одним по прямій, що становить з віссю напилка кут 5°, і при його русі сліди зубів частково перекривають один одного, тому на обробленій поверхні зменшується шорсткість, поверхня виходить більш чистою і гладкою.
Рашпильная (точкова) насічка виходить вдавленням металу спеціальними тригранними зубилами, що залишають розташовані в шаховому порядку місткі виїмки, що сприяють кращому розміщенню стружки. Рашпілями обробляють дуже м’які метали і неметалеві матеріали (шкіру, гуму та ін.).
Дугову насічку отримують фрезеруванням. Насічка має великі западини між зубами і дугоподібну форму, що забезпечує високу продуктивність і підвищену якість оброблюваних поверхонь. Ці напилки застосовують при обробці м’яких металів (мідь, дюралюміній і ін.).
Обпилюванням називається слюсарна операція, при якій знімають тонкі шари матеріалу з поверхні заготовки за допомогою напилка.
Напилок-це багатолезовий ріжучий інструмент, що забезпечує порівняно високу точність і малу шорсткість оброблюваної поверхні заготовки (деталі).матеріалом для напилків всіх видів є вуглецева інструментальна сталь, починаючи з марок у7 або у7а і закінчуючи марками у13 або у13а.
Обпилюванням надають деталі необхідну форму і розміри, приганяють деталі один до одного при складанні і виконують інші роботи. З допомогою напилків обробляють площини, криволінійні поверхні, пази, канавки, отвори різної форми, поверхні, розташовані під різними кутами,і т. Д.
Для того щоб зручніше тримати напилки при роботі, на його хвостовик насаджують дерев’яну ручку (рукоятку), виготовлену з клену, ясена, берези, липи або пресованого паперу; останні краще, так як не розколюються.
Припуски на обпилювання залишають невеликі – від 0,5 до 0,025 мм похибка при обробці може бути від 0,2 до 0,05 мм і в окремих випадках – до 0,005 мм
Напилок являє собою сталевий брусок певного профілю і довжини, на поверхні якого є насічка (нарізка). Насічка утворює дрібні і гостро-заточені зуби, що мають в перетині форму клина. Для напилків з насіченим зубом кут загострення зазвичай дорівнює 70°, передній кут (у) – до 16°, задній кут (а) – від 32 до 40°.
Залежно від величини насічок і кроку між ними, все напилки діляться на шість номерів:
Для точних спеціальних робіт застосовуються напилки з дуже дрібною насічкою – надфілі. З їх допомогою виконують лекальні, граверні, ювелірні роботи, зачистку у важкодоступних місцях матриць, дрібних отворів, профільних ділянок вироби і т.п.
Якість обпилювання контролюють самими різними інструментами. Правильність обпилюється площині перевіряють повірочної лінійкою»на просвіт”. Якщо плоска поверхня повинна бути обпиляна особливо точно, її перевіряють за допомогою повірочної плити «на фарбу». У тому випадку, якщо площина повинна бути обпиляна під певним кутом до іншої суміжної площини, контроль здійснюється за допомогою кутника або кутоміра. Для перевірки паралельності двох площин користуються штангенциркулем або кронциркулем.
Слюсарні косинці
Відстань між паралельними площинами в будь-якому місці має бути однаковим.
Контроль криволінійних оброблюваних поверхонь виробляють по лініях розмітки або за допомогою спеціальних шаблонів.
Напилок-дуже крихкий інструмент і швидко псується, якщо з ним недбало поводяться. Одним з основних умов при роботі напилком є належний догляд за ним. Найдрібніші стружки (тирса), зрізані зубами напилка, застряють в поглибленнях, внаслідок чого напилок починає ковзати по оброблюваної поверхні і перестає знімати стружку, як кажуть «не бере». Щоб відновити його працездатність, необхідно видалити всі застряглі частинки металу, тобто очистити зуби напилка.
Для очищення драчевих напилків з великою насічкою застосовують спеціально загострену лопатку з м’якого заліза, а для очищення особистих і оксамитових напилків – жорсткі щітки зі сталевого дроту. Очищення ведуть тільки в напрямку верхньої насічки, так як в іншому випадку відбувається затуплення зубів напилка в результаті впливу на нихТвердої дротяної щітки.
Техніка безпеки при обпилюванні металу:
1.перевірити справність ручок, насаджених на напилках; не допускається користування напилком без ручок, з погано насадженими або тріснутими і розколотими ручками. 2. Необхідно правильно насаджувати ручку, щоб уникнути поранення долоні хвостовиком напилка.
3. Займати правильне робоче положення за лещатами при обпилюванні.
4. Стежити за правильною хваткою напилка. Пальці лівої руки повинні бути напівзігнуті, а не підібгані, інакше при зворотному ході напилка їх можна легко поранити об гострі края1 обпилюваних виробів.
5. Металеву стружку і тирсу з поверхні виробу або лещат не можна видаляти руками або здувати ротом. При видуванні тирси ротом можна легко засмітити очі, забруднити волосся. Тирса і стружки слід змітати волосяною щіткою.
6. При обпилюванні виробів, особливо з чавуну, рекомендується прикривати голову від металевого пилу і тирси; зручно працювати, наприклад, в беретах. Дівчаткам обов’язково надягати косинки, так як в довге волосся легше забивається стружка.
Поліпшення умов і підвищення продуктивності праці при обпилюванні металу досягається шляхом застосування механізованих (електричних і пневматичних) напилків.
До атегорія: санітарно-технічно роботи
Обпилювання металу
Обпилюванням називається зняття поверхневого шару з металевої деталі за допомогою ріжучого інструменту – напилка.
Обпилювання виробляють для отримання певної форми, точних розмірів, гладкої прямолінійної або криволінійної поверхні, для підгонки деталей один до одного, утворення зовнішніх і внутрішніх кутів, обробки отворів, зняття фасок.
Дрібні деталі обпилюють в лещатах, встановлених в майстерні, а великі – на місці заготовки і складання їх.
Напилок являє собою сталевий загартований брусок з насіченими на робочих поверхнях правильно розташованими дрібними зубами. Насічка напилка може бути одинарної під кутах 70-80° до ребру напилка і подвійний (перехресної). При подвійній насічці нижня виконується під кутом 55°, а верхня-під кутом 70°. Кут загострення зуба напилків-70°.
Зубами напилка зрізають з поверхні металу невеликий шар у вигляді стружки. Напилками з одинарною насічкою зрізають широку стружку, а з подвійною насічкою – дрібну.
Рис. 1. Класифікація напилків: а – по виду насічки, б – за формою; 1-драчевий, 2 – особовий, 3 – оксамитовий, 4 – плоский, 5 – напівкруглий, 6 – квадратний, 7 – тригранний, 8-круглий
Напилки поділяються: по крупності насічки (номеру), по довжині і формі (рис. 1).
Залежно від призначення застосовують напилки з насічкою різної крупності: драчеві (№1) з великою насічкою, особисті (№2) з більш дрібною насічкою і оксамитові (№ 3, 4, 5, і 6) з дуже дрібною насічкою.
Драчеві напилки застосовують для попередньої, чорнової, грубої обробки; особисті – для чистової, обробної обробки і оксамитові – для остаточної, точної обробки.
Драчевими напилками за один робочий хід, в залежності від твердості металу, можна зняти шар товщиною 0,05-0,1 мм з точністю обробки до 0,2-0,5 мм; особистими – товщиною 0,02 – 0,06 мм і з точністю обробки до 0,02 мм; оксамитовими можна обробити поверхню деталі з точністю 0,01-0,005 мм.
Напилки мають наступні частини: ніс – кінець насіченої частини напилка, тіло – робоча насічена частина, п’ята-не-насічена частина тіла напилка і хвостовик – частина напилка, на яку надягають ручку.
Напилки виготовляють довжиною від 100 до 450 мм.розмір напилка слід вибирати відповідно до величини оброблюваної поверхні. Напилок повинен бути на 150 мм довше обпилюється поверхні.
Залежно від виду оброблюваних поверхонь виробів і від характеру робіт застосовують напилки з профілем різної форми: плоскі, напівкруглі, квадратні, тригранні і круглі. Плоскі напилки використовують для обпилювання зовнішніх і внутрішніх плоских поверхонь, зовнішніх і внутрішніх криволінійних поверхонь опуклої форми, плоских поверхонь, наскрізних отворів прямокутної форми; напівкруглі – для обпилювання криволінійних поверхонь увігнутої форми, для випилювання заокруглень в кутах; квадратні – для обпилювання прорізів і отворів прямокутної форми; тригранні – для випилювання кутів і отворів трикутної форми; круглі – для випилювання круглих і овальних отворів.

Рис. 2. Пневматичний напилок: 1 – робочий інструмент, 2 – головка, 3 – перетворювач руху, 4 – редуктор, 5-електродвигун
На хвостовик напилка надягають дерев’яну ручку круглої форми з потовщенням в середині. Ручки виготовляють з деревини твердих порід: берези, клена, бука. Поверхня ручки повинна бути чистою і рівною. Щоб ручка не розкололася при насадці на напилок і при роботі, на кінець її надягають сталеве кільце.
Для підвищення продуктивності праці при обробці металу застосовують пневматичні та електричні напилки.
Пневматичний напилок (рис.2) складається з робочого інструменту, головки для його закріплення, перетворювача руху, редуктора і двигуна.
Довжина ходу напилка 12 мм, число подвійних ходів в хвилину 1500.
– обпилювання металу
Обпилювання металу
Мета роботи: ознайомитися з основними способами обпилювання мета. Основними інструментами застосовуваними для обпилювання. Набути практичних навичок з обпилювання металів.
Обладнання, інструменти, пристосування. лещата слюсарні, напилки різних видів, контрольно-вимірювальні інструменти для перевірки якості обпилювання, намітки-рамки і копіри.
Теоретична частина
Обпилюванням називається спосіб різання, при якому здійснюється зняття шару матеріалу з поверхні заготовки за допомогою напилка.
Напилок-це багатолезовий ріжучий інструмент, що забезпечує порівняно високу точність і малу шорсткість оброблюваної поверхні заготовки (деталі).
Обпилюванням надають деталі необхідну форму і розміри, виробляють пригонку деталей один до одного при складанні і виконують інші роботи. З допомогою напилків обробляють площини, криволінійні поверхні, пази, канавки, отвори різної форми, поверхні, розташовані під різними кутами і т. Д.
Припуски на обпилювання залишають невеликі – від 0,5 до 0,025 мм досягається точність обробки може бути від 0,2 до 0,05 мм, і в окремих випадках – до 0,005 мм
Напилок (рис. 1, а) являє собою сталевий брусок певного профілю і довжини, на поверхні якого є насічка (нарізка).
Рис. 76. Напилки:
А-основні частини (1-ручка; 2-хвостовик; 3-кільце; 4-п’ята; 5-грань;
6 – насічка; 7 – ребро; 8 – ніс); б – одинарна насічка; в – подвійна насічка;
Г – рашпильная насічка; д – дугова насічка; е – насадка ручки; ж-зняття ручки напилка.
Насічка утворює дрібні і острозаточенние зуби, що мають в перетині форму клина. Для напилків з насіченим зубом кут загострення β зазвичай 70°, передній кут γ до 16°, задній кут α від 32 до 40°.
Насічка може бути одинарної (простий), подвійний (перехресної), рашпильной (точкової) або дугової (рис. 1, б-д).
Напилки з одинарною насічкою знімають широку стружку, рівну довжині всієї насічки. Їх застосовують при обпилюванні м’яких металів.
Напилки з подвійною насічкою застосовують при обпилюванні сталі, чавуну та інших твердих матеріалів, так як перехресна насічка подрібнює стружку, чим полегшує роботу.
Напилками з рашпильной насічкою, що має між зубами місткі виїмки, що сприяє кращому розміщенню стружки, обробляють дуже м’які метали і неметалеві матеріали.
Напилки з дугової насічкою мають великі западини між зубами, що забезпечує високу продуктивність і хорошу якість оброблюваних поверхонь.
Виготовляються напилки зі сталі у13 або у13 а.після насічки зубів напилки піддають термічній обробці,
Ручки напилків виготовляють зазвичай з деревини (берези, клена, ясена та інших порід). Прийоми насадки ручок показані на малюнку 1, е і ж.
За призначенням напилки ділять на наступні групи: загального призначення, спеціального призначення, надфілі, рашпілі, машинні напилки.
Для загальнослісарних робіт застосовують напилки загального призначення. За кількістю насічок на 1 см довжини їх поділяють на 6 номерів.
Напилки з насічкою №0 і 1 (драчевие) мають найбільші зуби і служать для грубого (чорнового) обпилювання з точністю 0,5-0,2 мм.
Напилки з насічкою №2 і 3 (особисті) служать для чистового обпилювання деталей зКрім звичайних прийомів обпилювання, застосовуються і спеціальні.
Опуклі криволінійні поверхні можна обробляти, використовуючи прийом розгойдування напилка (рис. 4, б). При переміщенні напилка спочатку його носок стосується заготовки, ручка опущена. У міру просування напилка носок опускається, а ручка піднімається. Під час зворотного ходу руху напилка протилежні.
Увігнуті криволінійні поверхні в залежності від радіусу їх кривизни обробляються круглими або напівкруглими напилками. Напилок здійснює складний рух-вперед і в сторону з поворотом навколо своєї осі (рис. 4, в). в процесі обробки криволінійних поверхонь заготовку зазвичай періодично перезажимают з тим, щоб оброблювану ділянку розташовувався під напилком.
При виготовленні партії деталей доцільно виготовити спеціальний копір, подібний намітці-рамці, лицьова частина якого має форму криволінійної поверхні. В цьому випадку копір із закріпленою в ньому заготівлею затискають в лещатах і ведуть обпилювання до торкання напилком загартованої поверхні копіра.
Розпилюванням називається обробка отворів (пройм) різної форми і розмірів за допомогою напилків. За застосовуваному інструменту і прийомам роботи розпилювання аналогічно обпилювання і є його різновидом.
Для розпилювання застосовуються напилки різних типів і розмірів. Вибір напилків визначається формою і розмірами пройми. Пройми з плоскими поверхнями і пази обробляються плоскими напилками, а при малих розмірах – квадратними. Кути в проймах розпилюються тригранними, ромбічними, ножівковими та іншими напилками. Пройми криволінійної форми обробляють круглими і напівкруглими напилками.
Розпилювання зазвичай виконують в лещатах. У великих деталях пройми розпилюють на місці установки цих деталей.
Підготовка до розпилювання починається з розмітки пройми. Потім видаляється зайвий метал з її внутрішньої порожнини.
При великих розмірах пройми і найбільшою товщині заготовки метал вирізається ножівкою. Для цього свердлять по кутах пройми отвору, заводять в один з отворів ножівкове полотно, збирають ножівку і, відступивши від розмічальної лінії на величину припуску на розпилювання, вирізають внутрішню порожнину.
Пройму середніх розмірів обсверливают по контуру свердлом діаметром
3-5 мм поблизу розмічальних ліній, потім крейцмейселем або зубилом прорубують залишилися перемички.
Для підготовки до розпилювання невеликих пройм часто буває досить просвердлити один отвір діаметром на-0,3-0,5 мм менше діаметра кола, вписаної в пройму.
Безпосередньо розпилювання проводиться, як уже зазначалося, прийомами, аналогічними обпилювання.
Контроль здійснюється штангенциркулем і спеціальними шаблонами.
Припасуванням називається взаємна пригонка двох деталей, що сполучаються без зазору. Припасовують як замкнуті, так і напівзамкнуті контури. Припасування характеризується великою точністю обробки. З двох припасовиваемих деталей отвір прийнято називати, як і при розпилюванні, проймою, а деталь, що входить в пройму, – вкладишем.
Припасування застосовується як остаточна операція при обробці деталей шарнірних з’єднань і найчастіше при виготовленні різних шаблонів. Виконується припасування напилками з дрібною або дуже дрібною насічкою.
Спочатку обробляють заготовки для вкладиша і пройми. Розмічають їх, розпилюють пройму і обпилюють вкладиш, залишаючи припуск (0,1-0,4 мм) на припасування.
Першою зазвичай підготовляють до припасування і припасовують ту з сполучених деталей, яку легше обробити і проконтролювати, з тим щоб потім використовувати її для контролю при виготовленні сполученої деталі.
Точність припасування вважається достатньою, якщо вкладиш входить в пройму без перекосу, хитавиці і просвітів.
Можливі види шлюбу при обпилюванні металу і їх причини:
Неточність розмірів обпиляної заготовки (зняття дуже великого або малого шару металу) внаслідок неточності розмітки, неправильності вимірювання або неточності вимірювального інструменту;
Неплоскостность поверхні і «завали» країв заготовки як результат невміння правильно виконувати прийоми обпилювання;
Вм’ятини та інші пошкодження поверхні заготовки в результаті неправильного її затиску в лещатах.
При обпилюванні металу ручними і механізованими інструментами слід дотримуватися правил техніки безпеки . Користуватися тільки справним інструментом. Ручки напилків повинні бути міцно насаджені. Забороняється працювати напилками без ручок або з тріснутими, розколотими ручками. Утворилася в процесі обпилювання стружку слід змітати спеціальною щіткою. Забороняється здувати її або змахувати голими руками, щоб уникнути поранення рук або засмічення очей. При роботі електроінструментами дотримуватися правил електробезпеки. Стежити за справністю струмопровідних частин інструменту.
Загальні правила поводження та догляду за напилками:
Застосовувати напилки тільки за їх призначенням;
Не можна обробляти напилком матеріали, твердість яких дорівнює або перевищує його твердість;
Оберігати напилки навіть від незначних ударів, які можуть пошкодити зуби;
Оберігати від попадання на напилки вологи, що викликає їх корозію;
Періодично очищати напилки від стружки кордової щіткою;
Зберігати напилки на дерев’яних підставках в положенні, що виключає зіткнення їх між собою.
Завдання
За завданням викладача обпиляти заготовки з вузькими і широкими поверхнями з самостійним підбором необхідних напилків і контрольно-вимірювального інструменту. Обпиляти криволінійні поверхні на запропонованих заготовках, попередньо підібрати напилки необхідного профілю та інструменти для контролю роботи.
Питання:
1. Який спосіб обробки металу називається обпилюванням?
2. В яких випадках застосовують обпилювання металу?
3. Які бувають види насічок для утворення зубів напилків?
4. З якого матеріалу виготовляють напилки?
5. На які групи ділять напилки за їх призначенням?
6. Що таке надфілі і для чого вони служать?
7. Які загальні правила поводження та догляду за напилками?
8. Яка техніка виконання прийомів обпилювання?
9. Які механізовані інструменти застосовуються при обпилюванні металу?
10. Які можливі види шлюбу при обпилюванні і в чому їх причини?
11. Які правила техніки безпеки треба дотримуватися при обпилюванні металів?
Обпилювання – це слюсарна металообробка , під час якої відбувається зняття матеріалу з поверхні деталі за допомогою напилка.
Напилок – це інструмент , який служить для обробки металів, складається з багатолезових ріжучих елементів, він забезпечує високу точність виконуваних робіт, а також не значну шорсткість оброблюваної поверхні деталі. Сама різання металу, проводиться якісно і з малою похибкою.
За допомогою обпилювання, деталі надається потрібний розмір і форма, підганяють деталь один під одного і проводять безліч інших робіт. Напилками обробляють метали різної форми: криволінійні поверхні, площини, пази, отвори різних форм, канавки, різного роду поверхні і т. Д. Припуски під час обпилювання залишають невеликого розміру – від 0.55 до 0.015 мм. А похибка після проведеної роботи може складає від 0.1 до 0.05, а в певних випадках ще менше – до 0.005 мм, що забезпечує якісну металообробку /
Інструмент напилок – це брусок із сталі певної довжини і профілю, у якого на поверхні варто нарізка. Нарізка (насічка) формує маленькі і гострі зуби, які визначають в перетині форму клина. Кут перетину напилка з січеним зубом зазвичай дорівнює 65-70 градусів, задній кут від 35 до 50 градусів, передній кут – 16 градусів.
Інструменти з одинарною нарізкою прибирають з металу широку стружку, по всій насічці. Вони застосовуються при металообробці м’яких металів.
Напилок з подвійною нарізкою використовуються при обпилюванні чавуну, сталі та інших твердих металів, через те, що перехресна нарізка подрібнює стружку, в зв’язку з чим-полегшує роботу.

Насічку рашпілем отримують за допомогою вдавлювання металу спеціальними зубцями складаються з тригранника. Обробка металів рашпілем проводиться тільки на м’яких металах і неметалевих матеріалах.
Також можна отримати іншу насічку за допомогою фрезерування. У неї дугоподібна форма і великі виїмки між зубами-це забезпечує хорошу якістьПоверхонь і високу продуктивність при металообробці
Напилки виробляються зі сталі у13а і у13, а ще з хромистой сталі шх 15. Коли закінчується насічка зубів напилки термічно обробляються. Ручки напилків виготовляються з деревини (клен, береза та інші).
За своїм призначенням різання металу напилки діляться на наступні групи:
- загального призначення.
- надфілі.
- спеціального призначення.
- машинні напилки.
- рашпілі.
для загальних слюсарних роботи, найчастіше застосовуються напилки загального призначення.

За кількістю насічок на 1 см. Напилки поділяють на 6 різних номерів:
- напилки з нарізкою від номер 0 до 1 (драчевие), застосовуються для більш грубого обпилювання, так як складаються з великих зубів. При обробці металів похибка становить від 0.6 – 0.3 мм.
- напилки з нарізкою № 2-3, застосовуються для чистого обпилювання деталей. Похибка при металообробці становить 0.2-0.005 мм.
- напилки з нарізкою номером 4-5, є остаточним оброблюваним процесом. Похибки при цьому процесі становить 0.1 – 0.004 мм.
по своїй довжині напилки виготовляються від 150 до 400 мм.за формою перетину їх ділять на квадратні, плоскі, круглі, тригранні, ромбічні, ножичні і напівкруглі.
Для обробки металів невеликих форм використовуються малогабаритні напилки-надфілі. Обробка твердих і загартованих сталей проводиться спеціальними надфілями, а на сталевих стрижнях закріплюються зерна алмазу.
Поліпшення продуктивності і умов праці при металообробці обпилюванням досягається шляхом використання механізованих (пневматичних і електричних) напилків. Змінювані кутові і прямі головки за допомогою круглих фасонних інструментів сприяють обпилювання під різними кутами і в важкодоступних місцях.
Якість роботи контролюється різного роду інструментами. Якість обпилюється площині перевіряється перевірочної лінійкою. Якщо площину повинні бути обпиляна досить точно, її піддають перевірці на перевірочній плиті. Якщо потрібно обпиляти площину під певним кутом, її перевіряють за допомогою кутоміра або кутника. Для контролю паралельності двох площин використовують штангенциркуль, де відстань між площинами має бути однаковим.
Якщо контроль потрібно провести по криволінійних поверхнях, його виробляють за допомогою ліній розмітки і спеціальних шаблонів.
Обпилювання служить для розрізання і обробки поверхні і значно відрізняється від процесу плазмового різання металу , яка в свою чергу використовується для повного розрізання виробу, а також для обробки його.

















{kind=link}